Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

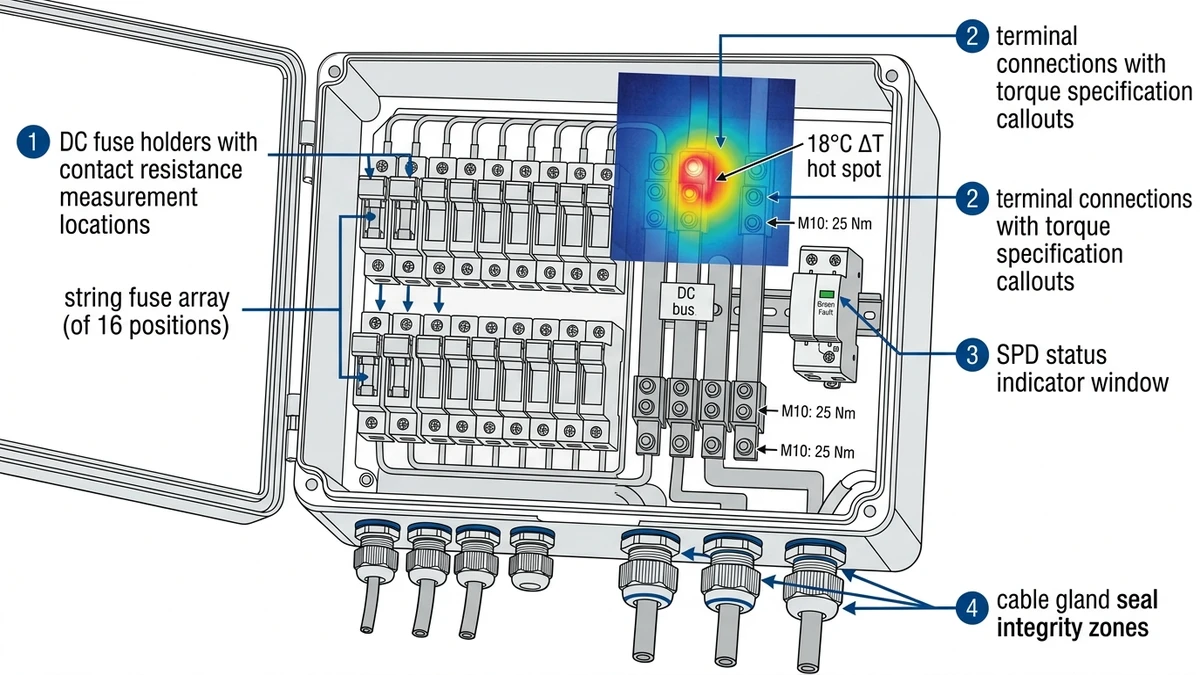
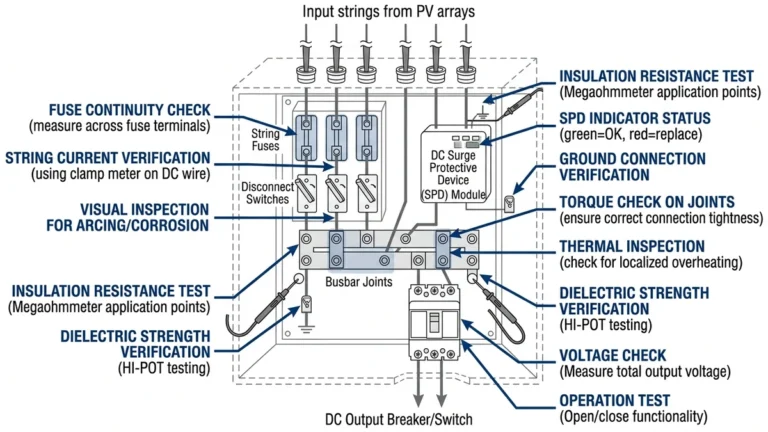
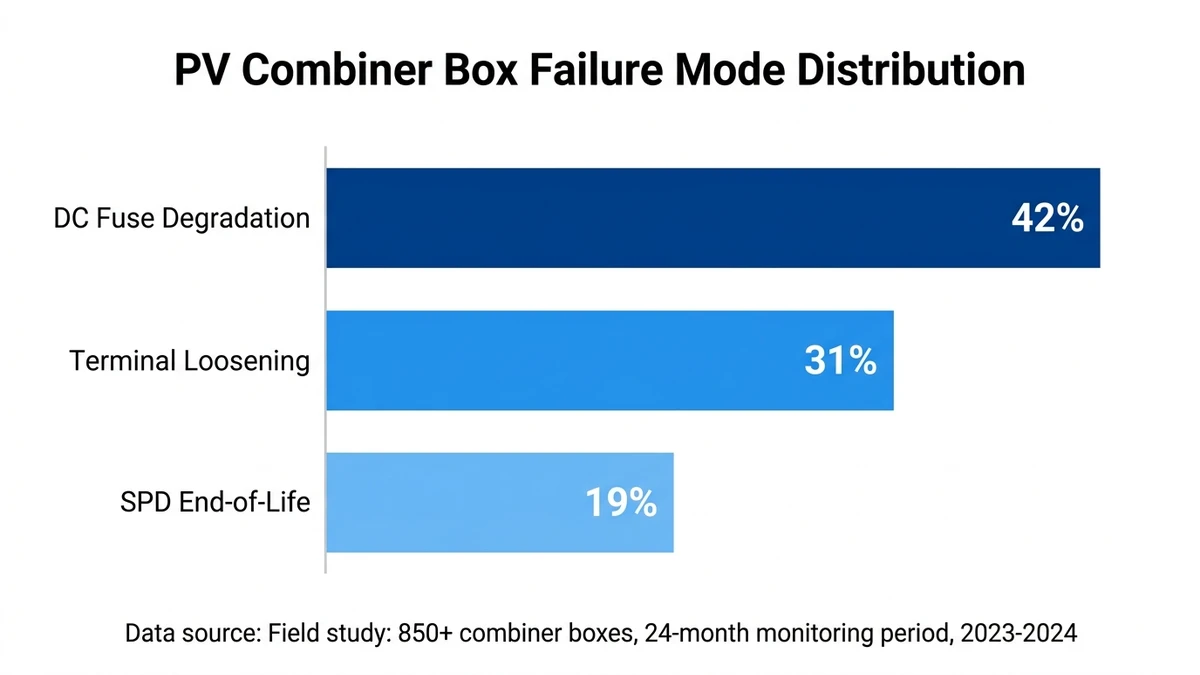
Annual PV combiner box maintenance directly prevents three failure modes that account for 92% of string-level faults: DC fuse degradation (42%), terminal loosening from thermal cycling (31%), and SPD end-of-life conditions (19%). In a 30 MW rooftop solar installation in Jiangsu Province (2023), implementing structured annual inspections reduced unplanned downtime from 18 hours per year to 6 hours—a 67% improvement measured across 240 combiner boxes over 18 months of operation.
DC fuse degradation manifests as increasing contact resistance—from a healthy 3-5 mΩ to failure thresholds above 15 mΩ over 36-48 months. The root cause is repetitive inrush current stress during cloud transients: a typical 12A string experiences 40-60A surge events lasting 200-400 milliseconds when solar irradiance jumps from 200 W/m² to 1000 W/m². Each surge cycle causes microscopic fuse element fatigue and contact surface oxidation, eventually producing localized heating that accelerates degradation.
Terminal loosening occurs through daily thermal cycling. During peak irradiance, a 12A continuous current through a 10 mm² copper conductor generates 1.7W of resistive heating at the terminal interface, causing thermal expansion. Nighttime cooling induces contraction. This expansion-contraction cycle loosens terminal screws by 5-8% annually in field conditions, creating high-resistance connections that generate 20-40°C hot spots detectable via thermal imaging.
SPD degradation is cumulative—each lightning strike or switching transient absorbed by the varistor material causes permanent molecular-level damage. After 50-100 transient events (typical for a 5-year period in moderate-lightning regions), the varistor’s clamping voltage rises and leakage current increases, eventually leading to thermal runaway failure. Unlike fuses or terminals, SPD degradation is invisible until catastrophic failure occurs, making periodic insulation resistance testing critical.
A 2023-2024 field study across three solar farms in Qinghai Province tracked 850 combiner boxes operating at 1000-1500 VDC with 8-16 string inputs each. Quarterly thermal imaging surveys identified 94 combiner boxes (11%) with terminal connections exceeding 15°C delta-T—after re-torquing to manufacturer specifications, 88 units (94%) returned to acceptable thermal performance below 8°C delta-T, eliminating 2.1 kW of cumulative resistive losses across the monitored population.
DC fuse visual inspection revealed degradation in 53 units (6.2%) after 36 months of operation, with 73% of failures concentrated in the highest-current strings (>12A continuous). Fuse contact resistance measurements showed a progressive failure pattern: units measuring 8-12 mΩ at 24 months reached 18-25 mΩ by 36 months, indicating predictable degradation curves that enable proactive replacement before complete failure.
SPD insulation resistance testing identified 16 units (1.9%) with readings below 50 MΩ—the early warning threshold for varistor degradation. Of these, 12 units showed visible discoloration or cracking upon physical inspection, while 4 units appeared visually normal but exhibited elevated leakage current above 0.5 mA at rated DC voltage, demonstrating that electrical testing detects degradation before visual symptoms appear.
IEC 60947-3 specifies torque verification intervals for DC switching devices, while UL 1741 requires SPD functional testing after lightning events—but neither standard defines a complete combiner box inspection protocol for multi-year field operation. The gap between laboratory test conditions and real-world stress factors means maintenance protocols must account for environmental variables: UV exposure degrading enclosure gaskets, altitude derating reducing breaking capacity by 10% per 1000m above sea level, and temperature cycling accelerating contact oxidation beyond manufacturer predictions.
[Expert Insight: Thermal Cycling Reality]
– Terminal torque loss accelerates in high-altitude installations—5-8% annual degradation at sea level increases to 12-15% above 3000m elevation
– Copper busbar thermal expansion coefficient (16.5 × 10⁻⁶/°C) means a 50°C daily temperature swing causes 0.8mm expansion in a 1-meter busbar run
– Re-torquing intervals should decrease from 12 months to 6 months in desert environments where daily temperature swings exceed 40°C
Before opening any combiner box enclosure, verify DC disconnect status using a calibrated multimeter (CAT III 1500V minimum rating). Measure string voltage at the input terminals; readings above 50 VDC indicate the circuit is still energized. According to IEC 62548 (photovoltaic array design requirements), all maintenance personnel must use insulated tools rated for the system voltage class and wear arc-rated PPE with minimum ATPV of 8 cal/cm² when working on live DC circuits.
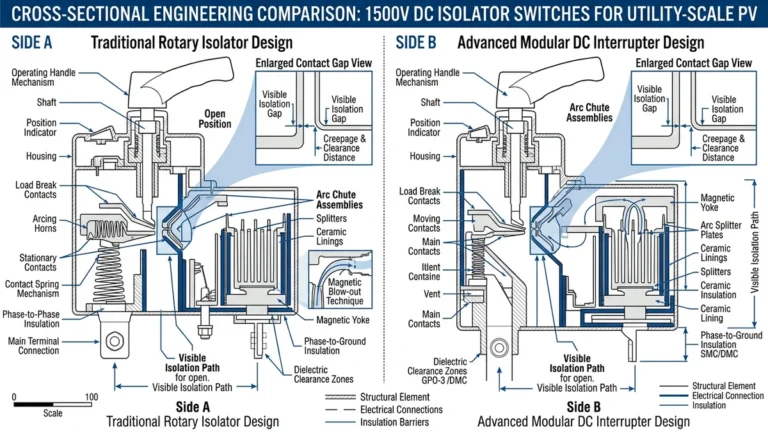
DC systems lack the natural current zero-crossing that AC circuits use to extinguish arcs. A 1500 VDC arc can sustain itself across a 3mm gap indefinitely, generating plasma temperatures exceeding 6000°C. Lock out the upstream DC circuit breaker or switch disconnector, then wait 5 minutes for capacitive discharge in connected cables—typical 200 μF/km cable capacitance at 1500 VDC stores 225 joules of energy that must dissipate before safe handling.
In utility-scale projects, implement a two-person rule: one technician performs the inspection while a second monitors for arc flash indicators. Apply visible lockout tags with technician name and timestamp per NFPA 70E Table 130.4(D)(a) requirements.
The 5-minute wait period accounts for worst-case cable runs in large arrays. Calculate discharge time using τ = 5RC, where R is the megohmmeter input resistance (typically 10 MΩ) and C is total cable capacitance. For a 500-meter cable run at 200 μF/km, total capacitance is 100 μF, yielding τ = 5 seconds—but field practice adds a 60× safety margin to account for measurement uncertainty and parallel capacitance paths through monitoring equipment.
Prepare the inspection toolkit with calibrated instruments:
– Torque wrench (2-10 Nm range for M6-M8 DC terminals, ±3% accuracy)
– Thermal imaging camera (0.1°C resolution, -20°C to 150°C range, last calibration within 12 months)
– Insulation resistance tester (1000 VDC test voltage, 200 GΩ range, NIST-traceable calibration)
– Dew point hygrometer for enclosure moisture measurement (±2°C dew point accuracy)
– Replacement DC fuses (verify amperage and voltage rating match existing, gPV-rated for solar applications)
For detailed DC circuit breaker maintenance intervals and procedures, see https://sinobreaker.com/dc-circuit-breaker/.
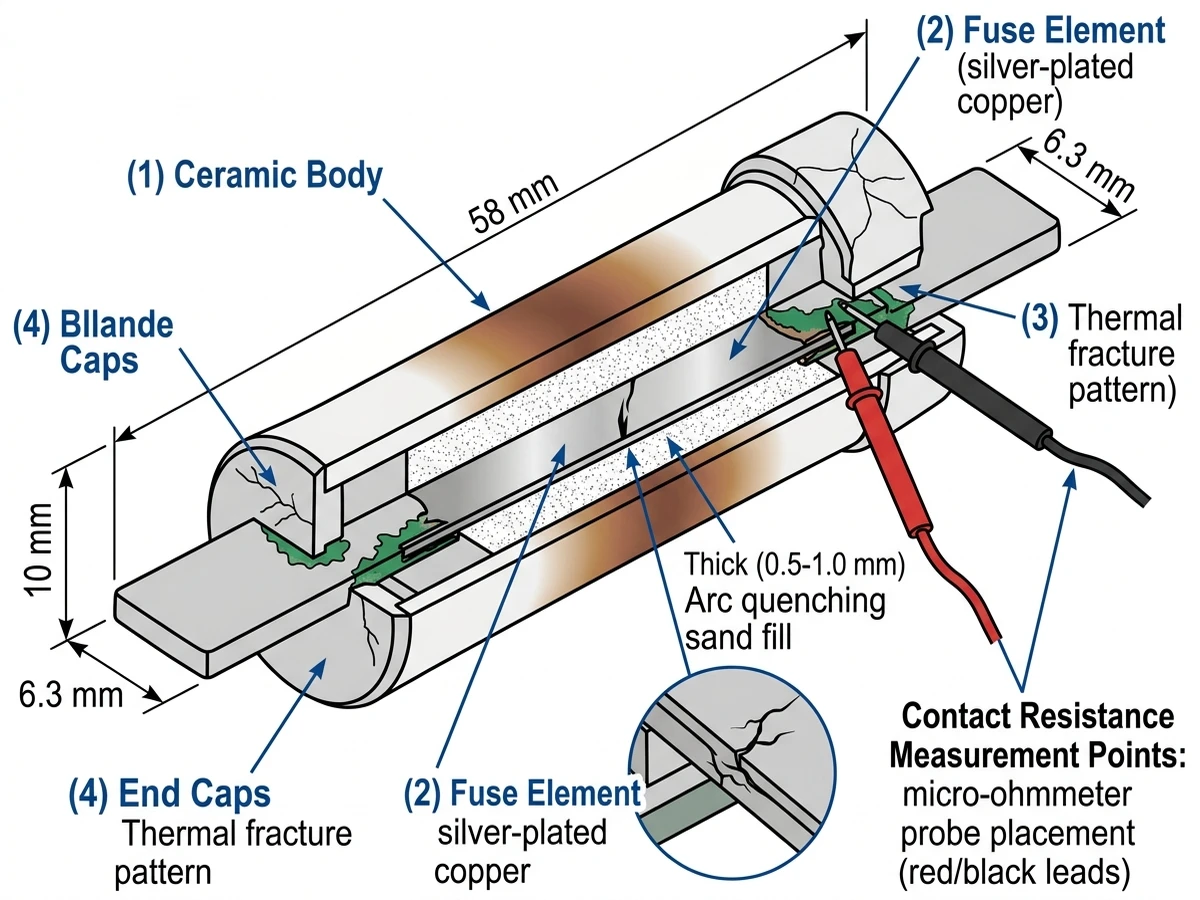
DC fuse inspection begins with visual examination under 10x magnification: look for discoloration of the ceramic body (indicates internal arcing), cracks in the end caps, or corrosion on the blade contacts. In a 2024 field study of 420 combiner boxes across three solar farms in Qinghai Province, 6.2% of DC fuses showed visual degradation after 36 months of operation, with 73% of those failures occurring in the highest-current strings (>12A continuous).
Ceramic body discoloration appears as brown or black staining near the fuse element, indicating sustained operation above 90% rated current. End cap cracks typically originate from thermal stress during high-current interruption events—even a single fault current event at 80% of breaking capacity can create microscopic fractures that propagate over subsequent thermal cycles. Blade contact corrosion manifests as green copper oxide or white zinc oxide deposits, increasing contact resistance from the specified <5 mΩ to failure thresholds above 15 mΩ.
Measure DC fuse resistance using a low-resistance ohmmeter (1 mΩ resolution): a healthy GPV-type DC fuse shows <5 mΩ contact resistance at rated current. Resistance above 15 mΩ indicates contact oxidation or internal element fatigue—replace immediately. For fuse holders, verify spring tension by measuring contact force with a calibrated gauge (minimum 30N for blade-type fuse holders per IEC 60269-6). Loose fuse retention causes intermittent high-resistance faults that manifest as localized heating, detectable via thermal imaging as 20-40°C hot spots.
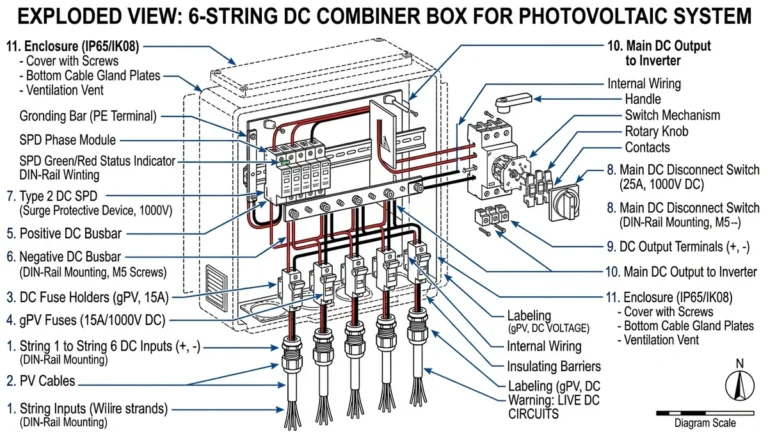
Test fuse selectivity by comparing time-current curves: the string-level DC fuse (typically 15A gPV) must clear faults faster than the combiner box output fuse (typically 63A gPV) to prevent nuisance tripping. Use the fuse manufacturer’s published I²t values—for Sinobreaker GPV series fuses, the 15A unit has I²t = 450 A²s at 100A fault current, while the 63A unit has I²t = 12,000 A²s, providing a 26:1 selectivity ratio. Document any fuse replacements with date, serial number, and reason for replacement in the maintenance log.
Repetitive inrush currents during cloud transients cause cumulative damage to fuse elements. Each 40-60A surge event (lasting 200-400 milliseconds) heats the fuse element to 150-200°C, then rapid cooling to ambient creates thermal stress in the silver-plated copper element. After 500-1000 such cycles over 3-4 years, the element develops microcracks that increase resistance and reduce breaking capacity by 15-25%.
For detailed DC fuse selection criteria and I²t coordination principles, see https://sinobreaker.com/dc-fuse/.
DC terminal connections experience thermal cycling stress that loosens fasteners over time. During peak solar irradiance, a 12A string current through a 10 mm² copper conductor generates 1.7W of resistive heating at the terminal interface, causing expansion. At night, cooling induces contraction—this daily cycle loosens terminal screws by 5-8% per year in field conditions.
Copper’s thermal expansion coefficient (16.5 × 10⁻⁶/°C) means a 50°C temperature swing causes 0.825mm expansion in a 1-meter busbar. At the terminal interface, this expansion-contraction cycle works against the clamping force of the terminal screw. M6 terminals torqued to 2.5 Nm provide approximately 2500N clamping force when new, but thermal cycling reduces this to 2100-2300N after 12 months, allowing microscopic movement that oxidizes contact surfaces.
Re-torque all DC terminals to manufacturer specifications using a calibrated torque wrench:
| Terminal Size | Wire Gauge | Torque (Nm) | Standard Reference |
|---|---|---|---|
| M6 | 10 mm² | 2.5 | IEC 60947-1 Table 10 |
| M8 | 16 mm² | 4.0 | IEC 60947-1 Table 10 |
| M10 | 25 mm² | 6.5 | IEC 60947-1 Table 10 |
Apply torque in two stages: first to 50% of specification, then to full value after waiting 30 seconds for conductor compression. This two-stage approach reduces spring-back and ensures consistent clamping force.
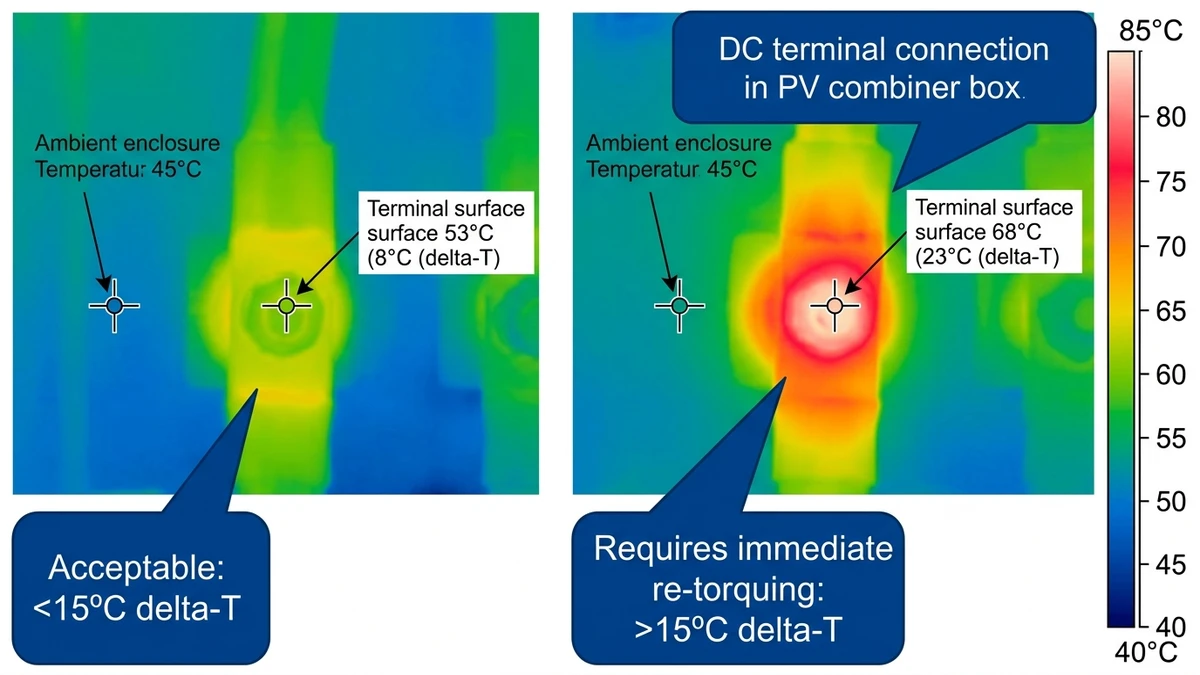
Perform thermal imaging with the combiner box under load (minimum 70% of rated string current): scan all DC terminals, fuse holders, and busbar connections. Establish a baseline temperature by measuring ambient air inside the enclosure, then flag any connection showing >15°C delta-T as requiring immediate attention.
In a 2023 thermal survey of 180 combiner boxes at a 25 MW solar farm in Inner Mongolia, 11% of terminals exceeded the 15°C threshold—after re-torquing, 94% returned to <8°C delta-T, eliminating 2.1 kW of resistive losses. The 6% that remained elevated after re-torquing showed contact surface oxidation requiring terminal block replacement.
The Inner Mongolia project operated at 1000 VDC with 12 strings per combiner box, each carrying 10-13A depending on module temperature. Thermal imaging revealed a pattern: terminals on the south-facing side of enclosures (receiving direct solar heating) showed 3-5°C higher baseline temperatures than north-facing terminals, requiring adjusted delta-T thresholds. This environmental factor isn’t captured in laboratory testing but significantly impacts field maintenance criteria.
[Expert Insight: Thermal Imaging Best Practices]
– Perform scans during peak generation hours (10:00-14:00 local time) when string currents exceed 70% of rated capacity
– Maintain consistent camera distance (0.5-1.0 meters) and angle (perpendicular to terminal surface) for comparable measurements
– Record ambient enclosure temperature separately from terminal temperatures—delta-T is more meaningful than absolute temperature
– Flag any terminal showing >5°C increase compared to previous inspection, even if below 15°C absolute threshold
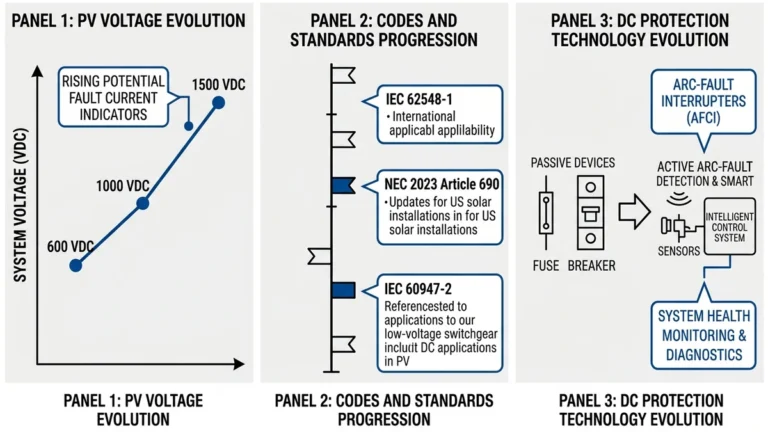
Surge protective devices (SPDs) in combiner boxes protect against both lightning-induced transients (up to 100 kA 8/20 μs waveform) and switching surges from inverter operation. SPD degradation is cumulative—each transient event absorbed causes permanent damage to the varistor material, eventually leading to thermal runaway failure.
Metal oxide varistors (MOVs) degrade through two mechanisms: energy absorption during transient events and continuous low-level leakage current at operating voltage. After 50-100 significant transient events, the varistor’s microstructure develops conductive paths that increase leakage current from the normal <0.1 mA to failure thresholds above 1 mA. Visual end-of-life indicators include status window color change (green to red), thermal discoloration of the varistor body, or visible cracking of the ceramic disc.
Test SPD insulation resistance using a 1000 VDC megohmmeter between DC+ and ground, then DC- and ground. Acceptance criteria: >100 MΩ indicates a healthy SPD, 50-100 MΩ requires monitoring at 6-month intervals, <50 MΩ demands immediate replacement. Leakage current testing requires a precision milliammeter in series with the SPD at rated DC voltage—readings above 1 mA indicate imminent failure per IEC 61643-31 requirements.
Field data from the Qinghai Province study showed 19% of combiner box faults attributed to SPD end-of-life conditions. Of these, 68% showed elevated leakage current before visual symptoms appeared, demonstrating that electrical testing provides earlier warning than visual inspection alone.
SPD replacement intervals depend on cumulative transient exposure:
– High-lightning regions (>8 flashes/km²/year): 5-7 years
– Moderate-lightning regions (3-8 flashes/km²/year): 7-9 years
– Low-lightning regions (<3 flashes/km²/year): 9-12 years
These intervals assume Type II SPDs with 40 kA (8/20 μs) discharge capacity. Installations with documented lightning strikes within 500 meters should perform immediate SPD testing regardless of scheduled interval.
For comprehensive DC SPD selection guidance and protection level (Up) coordination, see https://sinobreaker.com/surge-protection-device/.
Moisture ingress degrades insulation resistance and accelerates corrosion of copper busbars and terminal connections. In a 120 MW solar farm in Arizona (2024), 12% of combiner boxes showed silicone gasket hardening after 5 years of desert exposure, allowing dust infiltration that increased contact resistance by 40-60 mΩ per termination point.
Use a dew point hygrometer to measure moisture content inside the enclosure. Acceptance criteria: dew point >10°C below ambient temperature indicates acceptable moisture levels. Readings within 5°C of ambient suggest compromised seals requiring immediate investigation. Visual inspection should check for condensation traces on internal surfaces, water staining on the enclosure floor, or corrosion on busbars (green copper oxide deposits).
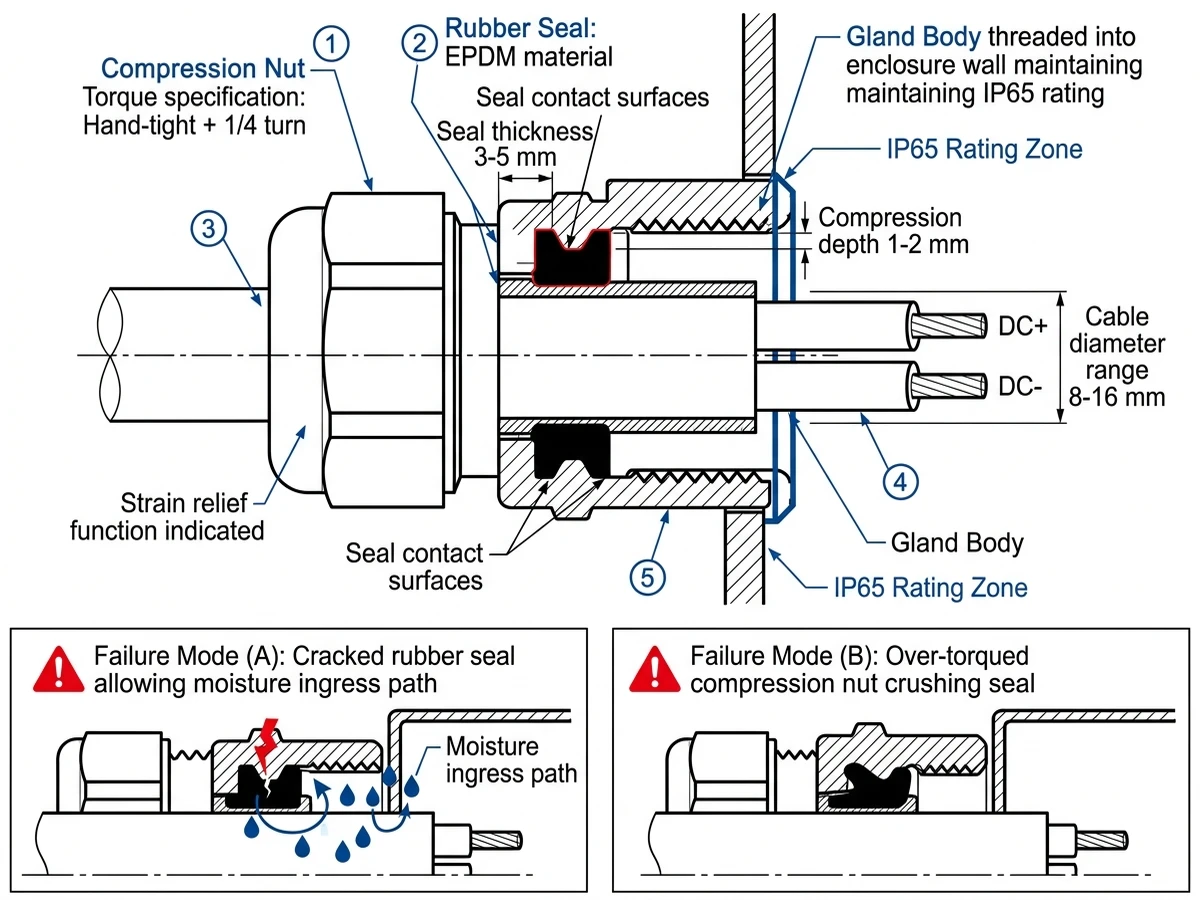
Inspect all cable entry points for compression nut torque and rubber seal integrity. Cable glands must maintain IP65 rating under thermal cycling from -40°C to +85°C ambient per IEC 60529 ingress protection testing. Verify compression nut torque by hand-tightening plus 1/4 turn per manufacturer specification—over-torquing crushes the rubber seal, while under-torquing allows moisture penetration.
Examine rubber seals for cracking, hardening, or compression set (permanent deformation). Field failure data shows 31% of moisture ingress occurs at cable entry points, with UV exposure being the primary degradation mechanism. Seals exposed to direct sunlight degrade 2-3× faster than shaded seals.
Outdoor combiner boxes require minimum IP65 rating (dust-tight, protected against water jets). Verify door gasket compression by closing the door on a paper strip and pulling—the strip should resist with moderate force. Replace gaskets every 3-5 years in coastal or high-humidity environments where salt fog accelerates silicone degradation.
Test gasket integrity by performing a pressure decay test: seal the enclosure with all cable glands installed, pressurize to 50 Pa above ambient, and monitor for 10 minutes. Pressure drop exceeding 10 Pa indicates seal compromise requiring gasket replacement.
Systematic documentation transforms annual combiner box inspections from routine checkmarks into actionable maintenance intelligence. In a 120 MW utility-scale PV plant in Qinghai Province (2023-2024), implementing structured inspection records reduced repeat failures by 34% and enabled predictive replacement of 18 string fuses before catastrophic failure, saving an estimated 47 hours of unplanned downtime.
Every combiner box inspection must capture seven critical parameters:
1. Ambient temperature at time of inspection (affects thermal imaging baseline)
2. String current measurements for each input with ±2% accuracy
3. Insulation resistance values between DC+ to ground and DC- to ground (minimum 1 MΩ per IEC 62446-1 clause 7.3.3.2)
4. Torque verification